При обнаружении течи моторного масла или охлаждающей жидкости в местах соединения головки с блоком цилиндров лада приора снимите головку и замените ее прокладку. Течь может возникнуть и вследствие коробления головки блока из-за перегрева.
Вам потребуются: динамометрический ключ, ключи «на 13», «на 17», «на 19», торцовые головки «на 10», «на 13», «на 17», ключ-шестигранник «на 10», отвертка.
Прокладка головки блока — однократного использования, поэтому при каждом снятии головки блока прокладку необходимо заменять.
- 1. Снимите декоративный кожух двигателя (см. «Снятие и установка декоративного кожуха двигателя»).
- 2. Установите поршень 1-го цилиндра в положение ВМТ такта сжатия (см. «Установка поршня первого цилиндра в положение ВМТ такта сжатия»).
- 3. Снизьте давление в системе питания, если работа выполняется сразу после поездки (см. «Снижение давления топлива в системе питания двигателя»).
- 4. Отсоедините провод от клеммы «минус» аккумуляторной батареи.
- 5. Слейте охлаждающую жидкость (см. «Замена охлаждающей жидкости»).
- 6. Снимите воздушный фильтр (см. «Снятие и установка воздушного фильтра лада приора»).
- 7. Отсоедините от дроссельного узла шланги подогрева, малой ветви системы вентиляции картера, продувки адсорбера, воздухоподводящий рукав, колодки жгутов проводов датчика положения дроссельной заслонки и регулятора холостого хода (см. «Снятие и установка дроссельного узла»).
- 8. Снимите дроссельный узел ваз 2170 (см. «Снятие и установка дроссельного узла»).
- 9. Отсоедините колодки жгута проводов от катушек зажигания приора. Снимите катушки зажигания и выверните свечи зажигания (см. «Замена и обслуживание свечей зажигания»).
10. Отсоедините колодку жгута проводов от датчика аварийного падения давления масла…
11. …от датчика температуры охлаждающей жидкости системы управления двигателем приора…
12. …и показателя фаз.
13. Ослабьте затяжку хомутов и отсоедините пять шлангов системы охлаждения priora от патрубков термостата.
14. разъедините колодку жгута проводов от датчика указателя температуры охлаждающей жидкости.
15. Отверните ключом «на 13» гайку крепления наконечника «массового» провода…
16. …и снимите провод.
17. Раскрутите гайку штуцера топливного шланга и отсоедините его от трубки топливопровода ваз 2171.
Наконечник трубки топливопровода уплотнен резиновым кольцом. Не потеряйте его при разборке. Сильно обжатое или надорванное уплотнительное кольцо замените.
18. Выверните винт прижимной пластины кронштейна крепления топливопровода к головке блока цилиндров и снимите пластину.
19. Ключом «на 10» раскрутите болт крепления…
- 20. …и отсоедините «массовый» провод от головки блока.
- 21. Снимите впускной коллектор (см. «Замена прокладки крышки головки блока цилиндров лада приора»).
- 22. Снимите крышку головки блока (см. «Замена прокладки крышки головки блока цилиндров»).
23. Выверните шестигранным ключом «на 5» болты крепления и снимите переднюю защитную крышку ремня привода газораспределительного механизма..
24. …и вытащите крышку.
25. Шестигранным ключом «на 5» выверните болты крепления нижней передней крышки ремня привода газораспределительного механизма…
26. …и демонтируйте крышку.
27. Ослабьте ключом «на 15» болт крепления натяжного ролика ваз 2171.
28. . и выньте ремень привода газораспределительного механизма.
29. Удерживая шкивы распределительных валов ваз 2170 от проворачивания, выверните болты крепления шкивов…
30. …и достаньте шкивы…
31. …и извлеките шпонки из пазов хвостовиков валов.
Для удерживания от проворачивания распределительных валов при выворачивании болтов крепления зубчатых шкивов распределительных валов рекомендуем пользоваться приспособлением, показанным на фото.
У шкивов впускного и выпускного распределительных валов одинаковые посадочные размеры, но на шкиве впускного распределительного вала закреплен диск, обеспечивающий работу датчика фаз.
32. Вывернув ключом «на 15» болт крепления, снимите натяжной ролик.
Обратите внимание на то, что под роликом установлено дистанционное кольцо.
33. Вывернув ключом «на 15» болт крепления, снимите опорный ролик ваз 2170.
34. Выверните ключом «на 10» пять болтов крепления задней защитной крышки ремня привода газораспределительного механизма.
35. . и снимите крышку.
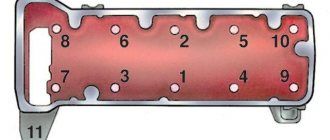
- Порядок затяжки болтов крепления головки блока цилиндров
36. Выверните шестигранным ключом «на 10» болты крепления головки блока к блоку цилиндров лада приора в порядке, обратном затяжке.
37. . и достаньте головку блока с двигателя.
- Не забивайте отвертку или другие инструменты между головкой и блоком цилиндров.
- Снимать головку блока цилиндров удобнее с помощником, так как она довольно тяжелая.
38. Снимите прокладку головки блока.
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Болты, длина которых (без учета высоты головки) превышает 98 мм, замените новыми. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
39. Очистите привалочные поверхности головки блока и блока цилиндров (они должны быть сухими и чистыми).
40. Удалите масло из резьбовых отверстий в блоке под болты крепления головки ваз 2172.
Если не удалить масло из резьбовых отверстий под болты крепления головки блока, при затяжке болтов в блоке цилиндров могут появиться трещины, так как масло не сжимается.
41. Проверьте наличие двух установочных втулок в гнездах крайних отверстий блока цилиндров под болты крепления головки. Если при снятии головки втулки остались в головке или вышли из гнезд блока, запрессуйте их в блок до упора.
42. Поставьте на блок новую прокладку головки ваз 2172. Использование бывшей в употреблении прокладки не допускается. Перед установкой прокладки необходимо удалить масло с привалочных поверхностей блока и его головки. Прокладка должна быть чистой и сухой. Попадание масла на поверхность прокладки не допускается.
43. Монтируйте головку на блок, предварительно убедившись, что коленчатый и распределительные валы находятся в положении ВМТ (оба клапана 1-го цилиндра должны быть закрыты). Затяните болты крепления головки блока в последовательности, в четыре этапа:
- 1-й — моментом 20 Н·м (2 кгс·м);
- 2-й — моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м);
- 3-й — доверните болты на 90°;
- 4-й — окончательно доверните болты на 90°.
44. Установите на головку блока снятые детали и подсоедините к ней шланги и провода в порядке, обратном снятию. Установите шкив впускного распределительного вала лада приора диском, обеспечивающим работу датчика фаз, к двигателю. Аналогично установите шкив выпускного распределительного вала ваз 2172. Отрегулируйте натяжение ремня привода газораспределительного механизма (см. «Замена ремня привода газораспределительного механизма и натяжного ролика», с. 81) и ремня привода генератора (см. «Проверка натяжения ремня привода генератора»).
Последствия неправильной установки ГБЦ
Правильная затяжка головки блока очень важна, поскольку от этого напрямую зависит работоспособность мотора. ГБЦ выполняет роль крышки цилиндров, и любые нарушения в ее посадке сказываются на процессах, происходящих внутри силового агрегата.
Недостаточная затяжка головки приводит к падению компрессии из-за потери герметичности в месте стыка ГБЦ с блоком цилиндров, прогоранию прокладки, прорыву рабочих газов из цилиндров и попадание их в каналы систем смазки или охлаждения, проникновению в камеры сгорания технических жидкостей, что в свою очередь негативно сказывается на функционировании силового агрегата и может стать причиной очень серьезных поломок.
Чрезмерная затяжка тоже ничего хорошего не несет, в этом случае нередко происходит повреждение головки — появляются трещины, или разрушаются крепежи – разрыв болтов, срыв резьбы т.д.
Неравномерная или неправильная затяжка зачастую становиться причиной коробления головки, из-за которого в местах стыка ее с блоком появляются зазоры, что приводит к тем же последствиям, что и недостаточное затягивание.
Переходим к блоку цилиндров
Снимаем поддон. Поворачивая коленвал как нам удобно откручиваем по два болта на каждой крышки шатуна. Используем для этого головку TORX E10.
Поршня вместе с шатунами вынимаем. Для этого снизу деревянной ручкой молотка упираемся в шатун и слегка постукивая выбиваем его наверх. Снимаем старые вкладыши и по маркировки на них покупаем такого же размера новые. Вот еще один камень в огород АвтоВАЗа, машина у владельца с салона и в мотор не разу не лазили, но три поршня были группы «В» а один «С». Получается, что на заводе один цилиндр немного переточили и просто сунули туда увеличенный поршень, нет слов. Вариантов нет, берем группу «С», не точить же мотор из-за этого. Коренные вкладыши так же трогать не будем.
Особенности детали
Головка блока цилиндров – конструктивно достаточно сложная деталь. Представляет она собой массивную плиту, в которой проделаны каналы для циркуляции жидкостей системы смазки и охлаждения, и технологические отверстия – свечные, для форсунок (в дизелях), крепежные.
Также сверху на ГБЦ имеется так называемая «постель» распределительного вала – посадочное место под его установку.
Несмотря на свою массивность, головка блока является хрупкой деталью из-за пустот внутри, поэтому чрезмерное усилие при затяжке часто приводит к трещинам в стенках и перемычках.
Для изготовления ГБЦ используется два вида металлов – алюминий (наиболее распространенный) и чугун.
Для закрепления последней применяются стальные болты или шпильки с гайками. К примеру, головка блока УАЗ 31519 крепится шпильками.
Разница в материалах изготовления головки и ее крепежных элементов имеет один негативный фактор – разное температурное расширение компонентов при нагреве, особенно это касается ГБЦ из алюминия.
Неравномерная затяжка крепежных элементов (гайки, шпильки и т.д.) при тепловом расширении приводит к появлению излишних напряжений в структуре металла, вследствие чего происходит коробление головки.
Размеры шатунов «Приоры»
Толкая поршень вверх на всю свою длину, шатун строго фиксирует объём камеры сгорания. Из этого можно сделать вывод, что от его длины зависит и объём самой рабочей полости цилиндра, в которой горит топливо. То есть, если длину увеличить, объём станет меньше. А если укоротить, то соответственно увеличится размер камеры. Заводской двигатель выходит с шатунами стандартной длины. Она составляет 150 миллиметров. Измеряют её от осевой точки центра головки (крепления пальца) до такой же линии нижней части, крепящейся к коленчатому валу. Этот размер обеспечивает мотору стандартные заводские параметры. Например, рабочий объём мотора. Он составляет 1597 кубических сантиметров. Или как говорят владельцы, мотор «один и шесть».
Условия затяжки болтов
При установке головки блока важно соблюдение технологии затяжки, которая включает в себя ряд критериев:
- Порядок затягивания;
- Усилие;
- Состояние крепежей (к примеру, шпилек с гайками);
У каждого двигателя свой порядок затягивания, который необходимо соблюдать, чтобы обеспечить равномерное притягивание головки к блоку и исключить возникновение напряжений на каких-либо участках поверхности. К примеру, на ВАЗ 2105 это выглядит так.
Усилие – еще один немаловажный фактор для правильного крепления данного элемента двигателя. Притягивание плиты осуществляется в несколько подходов (на разных моторах количество их отличается), каждый из которых выполняется со своим усилием.
Крепежи головки блока затягиваются с достаточно большим усилием, что приводит к их вытягиванию. Поэтому на множестве двигателей не допускается повторное использование болтов, они в обязательном порядке заменяются. Но есть и моторы, у которых замена крепежей не нужна и возможна их повторная установка.
Вся информация относительно технологии затяжки ГБЦ указывается в тех. документации к авто, также нередко ее указывают на упаковках прокладки головки и крепежей.
Сборка двигателя
Чистой тряпкой протираем пальцы коленвала, зеркало цилиндра и гнезда шатунного подшипника, кстати, можно их обезжирить. Вставляем новые вкладыши в шатун и крышку так, чтобы усики вкладышей вошли в пазы.
Смажьте гильзы, пальцы коленчатого вала и цилиндры чистым маслом. Раскрываем резинки блоками как показано на рисунке, угол между ними должен составлять 120 градусов.
На поршень надеваем оправку для сжатия колец, предварительно смазав его изнутри чистым маслом. Не забывая направление, стрелка на поршне должна быть направлена в сторону передней части двигателя, вставляем ее в наш цилиндр.
Поворачиваем коленвал так, чтобы шатун оказался внизу. Слегка постучав по деревянной ручке молотка, вдавите поршень в цилиндр. Снимите шпиндель и надавите на поршень, пока шатун не окажется на коленчатом валу. Снизу кладем крышку шатунного подшипника, помним метки. Затягиваем болты крышки шатуна моментом 5 кгс * м. Так же повторяем со всеми остальными цилиндрами.
Мы поставили на место все, что было снято снизу. Сверху продуваем и зачищаем отверстия под болты головки. Ставим новую прокладку головки и саму головку. Болты смазываем тонким слоем масла, главное без фанатизма. Затягиваем болты в несколько приемов в порядке, обратном откручиванию, фото смотрите в начале статьи. Последовательность затяжки следующая:
- сначала все затягиваем с крутящим моментом 2 кгс * м
- затем затягиваем все крутящим моментом 7-8 кгс * м
- повернуть на 90 градусов
- снова повернуть на 90 градусов
Устанавливаем гидроподъемники, распредвалы и крышку подшипника распредвала. Все трущиеся поверхности смазаны чистым маслом. Перед установкой крышки подшипника распределительного вала смажьте периметр и обода вокруг свечных колодцев тонким слоем герметика. Затягиваем болты крышки подшипника, в обратной последовательности раскрутки, с моментом 2 кгс * м, фото смотрите в начале. Что ж, давайте установим все детали в порядке, обратном снятию. Залейте все жидкости и приступим, может не сразу запустится, это нормально. При первом запуске хорошо будет дымить, пока не кончится масло на цилиндрах, видим, что лампочка давления масла гаснет. Даем минутку поработать и выключаем, вдруг смотрим, куда что-то потекло. Включаем несколько раз, постоянно увеличивая рабочий диапазон, доводя его до рабочей температуры, постоянно проверяя масло и антифриз, также обращаем внимание на то, чтобы не было посторонних шумов. Даем отдохнуть час и снова на холостом ходу около часа, постоянно следим за температурой. Ну так обкатка если резкая, если нет, можно проехать только первую тысячу километров, постарайтесь не увеличивать скорость за 3000 и не буксировать.
Общие правила выполнения работ, используемые методы
Есть ряд общих правил, которые необходимо соблюдать при установке головки блока:
- Важно строго соблюдать усилие затяжки. Для этих целей используется специальный инструмент – динамометрический ключ. Выполнять эту операцию обычными ключами не рекомендуется;
- Болты головки необходимо тянуть плавно, рывки не допускаются. Поскольку усилие затяжки на последних подходах значительно, упростить процедуру и обеспечить плавное равномерное затягивание позволяет наращивание плеча ключа трубой;
- Перед установкой болтов внимательно нужно осмотреть состояние резьбы на них. Никакой грязи и сторонних частиц на витках быть не должно.
- Резьбу крепежных элементов перед закручиванием следует смазать моторным маслом. А вот заливать смазку в отверстия под болты не следует (особенно это касается «глухих» отверстий), поскольку в дальнейшем она не даст полноценно затянуть крепежи.
Несмотря на то, что у каждого двигателя имеются свои особенности затяжки головки блока, общая технология этой операции – одинакова. В целом, для затягивания крепежей применяется два метода:
- В несколько подходов доведением усилия затяжки до требуемого значения;
- Затягивание крепежей до определенного усилия (в один или несколько подходов), а затем – двойное доворачивание болтов на определенный угол.
Метод затягивания выбирается исходя из типа болтов.
Первый способ применяется при использовании не растягивающихся болтов (сейчас такие не используются, но их можно встретить на старых авто). Но нередко этот тип крепежей требует дотяжки после определенного периода эксплуатации двигателя, чтобы компенсировать усадку прокладки ГБЦ. Зато такие крепежные элементы допускаются для повторного использования, причем неоднократно.
Второй метод затяжки блока является актуальным для большинства современных авто. И все из-за использования растягивающихся болтов (так называемый тип TTY).
Такие крепежи за счет упругой деформации способны компенсировать тепловые расширения головки и усадку прокладки, но для этого их необходимо вывести в режим деформации (по сути, просто немного растянуть).
Для этого и необходимо двойное доворачивание болтов на определенный угол. На одних авто этот угол составляет 45 град., на других – 90 град.
Но после вывода элементов в режим упругой деформации, они уже будут не способны вернуться в исходное состояние, поэтому и не допускается их повторное использование из-за высокой вероятности разрушения.
Ремонт ГБЦ
Все гидрокомпенсаторы маркируем цифрами при помощи обыкновенного канцелярского штриха и убираем подальше. Вытащить их поможет обыкновенный магнит. Рассухариваем клапана и снимаем маслосъемные колпачки (сальники клапанов), клапана в металлолом, сальники в мусор. Вычищаем все каналы. Головку отвозим на шлифовку, на всякий случай. Промыв после шлифовки еще раз керосином и продув воздухом начинаем собирать.
Свежекупленные клапана расставляем в последовательности, в которой они будут стоять в ГБЦ и по очереди начинаем притирать. Стержень клапана смазываем чистым маслом, а на кромку наносим притирочную пасту.
Вставляем клапан на свое место и надеваем на стержень клапана приспособление для притирки клапанов. В магазинах продается приспособление для ручной притирки, но поскольку на дворе двадцать первый век механизируем процесс. Берем старый клапан и отрезаем от него стержень, на него подбираем резиновую трубку такого диаметра, что бы одевалась с натягом. Стержень в реверсивную дрель, один конец трубки на него, другой на притираемый клапан. На малых оборотах начинаем притирать клапан, постоянно меняем направление вращение и периодически то прижимаем его к седлу то ослабляем усилие. В среднем на клапан уходит секунд двадцать. Вынимаем его и протираем. Клапан считается притертым если на фаске появилась равномерная серая полоска шириной не меньше 1,5 мм.
Такая же полоска должна появится на седле клапана.
Видео притирки клапанов вручную
Для шестнадцати клапанной головки все тоже самое только клапанов в два раза больше. После притирки все клапана и седла тщательно протираем и промываем керосином, чтобы удалить остатки притирочной пасты. Проверяем на герметичность. Закручиваем старые свечи и ставим все клапана на место. Наливаем керосин и ждем три минуты, если керосин не убежал все хорошо, в противном случае перетираем клапана на этом цилиндре.
Нам пришлось перетереть еще раз четыре клапана, после чего керосин перестал убегать.
Набиваем новые сальники клапанов.
Вставляем клапана на место и засухариваем. Перед этим стержни клапанов смазываем чистым маслом. Смазав чистым маслом ставим на место гидрокомпенсаторы и накрыв чистой тканью убираем головку с глаз долой. С ГБЦ закончили.
Общий порядок работ
Затяжка головки блока хоть и имеет множество нюансов и особенностей, но общая технология операции – не сложная, важно лишь соблюдать условия.
Общий алгоритм работ такой:
- Изучаем документацию (порядок затяжки и усилие);
- Подготавливаем инструмент;
- Осматриваем и протираем поверхности блока и головки, прочищаем крепежные отверстия (ветошью или сжатым воздухом);
- Укладываем прокладку;
- Садим на место головку блока (правильное размещение прокладки и головки обеспечивается направляющими втулками);
- Смазываем резьбу крепежных элементов;
- Устанавливаем последние в отверстия и затягиваем их от руки;
- Уточняем схему протяжки, количество подходов и усилие каждого из них, а также время перерывов между подходами (все это указывается в документации);
- Делаем первый подход, соблюдая порядок затяжки (для удобства можно маркером пометить болты согласно порядку). На фото ВАЗ 2103;
- Осуществляем все последующие подходы.
Некоторые нюансы
Момент затяжки – один из основных факторов нормальной посадки головки блока. Но на этот критерий влияет не только прилагаемое усилие, а и сами крепежи:
- Общее состояние болтов – новые или б/у;
- Наличие смазки на резьбовой части;
- Состояние резьбы.
Тип силовой установки (бензиновый, дизельный), а также количество клапанов на технологию затягивания ГБЦ не влияет. Но это не значит, что усилие и порядок затяжки для всех моторов идентичен и перед посадкой головки обязательно следует изучить условия выполнения операции и все ее особенности.
Момент затяжки ГБЦ ВАЗ 21126
Многие владельцы Лада Приора с двигателем 21126 16 клапанов в процессе обслуживания и ремонта автомобиля проводят самостоятельную замену прокладки головки блока или притирку клапанов. В ходе выполнения таких работ важно соблюдать последовательность и момент затяжки ГБЦ на Приоре. В процессе эксплуатации любого автомобиля, в том числе и ВАЗ 2170 Приора, на головку двигателя оказывается долговременное циклическое воздействие газов, находящихся в цилиндрах мотора. На старых силовых агрегатах затяжка винтов ГБЦ могла ослабевать от таких нагрузок и ее периодически требовалось доводить до нормального уровня. Сегодня на всех моторах ВАЗ Приора применяются болты из специальной стали, которые затягиваются один раз на весь срок своей службы. При появлении утечки охлаждающей жидкости и масла дополнительно подтягивать и протягивать эти болты не имеет смысла, поскольку это не улучшит герметичность стыка. Единственным правильным способом борьбы с течью является снятие головки, проверка ровности сопрягаемых поверхностей и замена прокладки. После выполнения любых ремонтных работ, связанных со снятием головки с двигателя, требуется ее обтяжка с соблюдением всех необходимых условий. Здесь также нужно знать, что последовательность затягивания на 16 кл и 8 кл агрегатах отличается, поэтому нужно быть внимательным. Момент на 16 и 8 клапанном силовом агрегате одинаков и проходит в четыре круга.
Распространенные ошибки
Несмотря на то, что автопроизводители четко указывают порядок и нюансы затяжки ГБЦ, многие автолюбители допускают ошибки при сборке мотора. Самыми распространенными из них являются:
- Заливка масла в крепежные отверстия для смазки резьбы (жидкость несжимаема, поэтому залитое масло не даст нормально затянуть головку);
- Перетяжка (превышение усилий при затягивании приводит к повреждениям ГБЦ и самих крепежных элементов);
- Применение поврежденных или несоответствующих ключей (возможен срыв граней головок болтов, после чего нормально затянуть или выкрутить их будет проблематично);
- Использование на замену неподходящих болтов (крепежи с разных двигателей могут отличаться по длине, межвитковому расстоянию резьбы, высотой и диаметром головки);
Чтобы в дальнейшем проблем не возникло, следует использовать только крепежные элементы, предназначенные для конкретного двигателя и полностью соблюдать условия выполнения работ.
Видео «Как правильно затянуть болты ГБЦ»
В этом видео мастер с большим опытом показывает и подробно описывает, как правильно затягиваются болты ГБЦ. На автомобиле Лада Приора с 16-ячеечным агрегатом работа ведется по такой же схеме.
Сегодня отвезли на Приору одного из старых клиентов, как оказалось, заклинившая помпа порвала ремень и, как следствие, погнулись клапана.
Но прогресс на АвтоВАЗе не останавливается, и если на двигателях десятого семейства клапаны просто складываются, то даже на Приорове 126 шатуны теряют соосность и, если их не менять, велика вероятность, что двигатель он начнете есть масло, а следовательно, и ваши деньги. Слава конструкторам АвтоВАЗа!
Но без добра не бывает поломок, есть поршневые комплекты на 126 двигателей с проточками, не гнущими клапан. В этой статье мы опишем процедуру ремонта ГБЦ после обрыва ремня ГРМ, а также замены поршня. Снятие и установка ремня ГРМ описаны в этой статье, поэтому мы не будем вдаваться в подробности.
Для этой процедуры требуются динамометрические ключи!
Особенности выполнения работ на примере некоторых авто
В качестве доказательства суждения, что у каждой силовой установки существуют свои особенности затяжки ГБЦ, рассмотрим нюансы выполнения работ на конкретных моделях.
ВАЗ-2112 16 клапанов
Ряд модификаций ВАЗ-2112 комплектовался двумя типами 16-клапанных силовых установок (заводские индексы — 21120 и 21124). У этих двух моторов, несмотря на некоторые конструктивные особенности, технология затяжки головки блоки идентична.
На этих агрегатах используются растягивающиеся болты длиной 93 мм. При этом допускается повторное использование крепежей, но при одном условии – если их длина не превышает 95 мм (если она больше – их следует заменить). Для крепления головки используется 10 болтов.
Затягивание осуществляется в три подхода:
- Болты согласно порядка заворачиваются с усилием 2 кг/м;
- Доворачивание на 90 град.;
- Повторная дотяжка на 90 град.
Схема протяжки показана ниже.
Между 2-м и 3-м подходом необходимо сделать 20-минутный перерыв.
Поскольку на указанных двигателях используются растягивающиеся болты, дополнительная дотяжка во время эксплуатации авто не требуется.
ВАЗ-2107
На ВАЗ-2107 все устанавливаемые модификации силовых агрегатов являются 8-клапанными.
Головка блока на них крепиться 11 болтами, 10 из которых являются основными, а 1 – вспомогательным боковым (устанавливается в боковом выступе).
На этом авто затягивание крепежей также выполняется в три подхода:
- 10 основных болтов согласно порядку затягиваются с усилием 3,5-4,0 кг/м;
- Те же болты дотягиваются с моментом 11,5-12,0 кг/м;
- Вспомогательный затягивается с усилием 3,5-4,0 кг/м.
Дополнительная затяжка ГБЦ при эксплуатации ВАЗ-2107 не требуется.
«Самара», 10-е семейство, Приора
На моделях семейства «Самара» (2108-21099), а также ВАЗ 2110-2112 с 8-клапанными агрегатами затяжка уже выполняется в 4 подхода:
- Затяжка с усилием 2,0 кг/м;
- Дотягивание с моментом 7,5-8,5 кг/м;
- Доворот на 90 град.;
- Повторное доворачивание на 90 град.
Перерыв между пунктами 3,4 20 минут.
Что касается ВАЗ «десятого» семейства, которые укомплектованы 16-клапанными моторами, то у них технология затяжки такая же, как и у ВАЗ-2112 (описано выше).
То же касается и Лада Приора, на 8-клапанных агрегатах используется метод с 4 подходами (ВАЗ 2108-21099), а на 16-клапанных – 3 подхода (ВАЗ 2112 с мотором на 16 клапанов).
«Волга»
На двигателях ЗМЗ-406, устанавливаемых на «Волгу», согласно технической документации автопроизводителя затягивание болтов головки блока двигателя осуществляется в два подхода:
- С усилием 4,0-6,0 кг/м;
- С моментом 13,0-14,5 кг/м.
Но многие автовладельцы этого авто отмечают, что такая технология не позволяет качественно притянуть ГБЦ, поэтому они используют методики с большим количество подходов.
Распространенным является перекрестный метод, выполняющийся в 4 этапа и с усилиями:
Последующая дотяжка болтов при эксплуатации на этом двигателе не требуется.
Видео «Установка и затяжка головки блока на Приора»
Сборка верхней части 16 клапанного двигателя представлена на видео от канала Expert R.
Столкнулся с такой проблемой: Поменял поршневую на автрамат безвтык. Дизеление ушло. Но на горячем двигателе появился стучек, который напрямую зависит от прогрева. Ощущение такое что уводит блок и вылазиет зазор поршень-цилиндр (при установке сделал 3 сотки). Итак суть вопроса есть два метода затяжки с которыми я столкнулся в литературе, 1-й — моментом 20 Н·м (2 кгс·м); 2-й — моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м); 3-й — доверните болты на 90°; 4-й — окончательно доверните болты на 90°. или Динамометрическим ключом затягиваем болты крепления головки в три приема – сначала моментом 20 Н·м (2 кгс·м) затем доворачиваем болты на 90° и потом еще раз доворачиваем болты на 90°. сам тянул по первому. Вопрос правильно ли? Если есть ссылки на источнкии поделитесь плиз.