Разъем головки блока цилиндров (ГБЦ) и блока пересекает камеры сгорания и полости, в которых циркулируют масло и охлаждающая жидкость (ОЖ). Важность правильной затяжки крепежей ГБЦ объясняется необходимостью разделения этих рабочих сред. Момент затяжки болтов ГБЦ удерживает головку, на которую действует давление газов и тепловая нагрузка. Сложная деталь испытывает и сложные деформации, что вынуждает производителя тщательно разрабатывать технические условия затяжки ГБЦ, основными из которых являются момент и порядок затяжки.
Почему важно прикладывать правильное усилие для затяжки болтов ГБЦ
Несоблюдение технических требований может стать причиной неисправности двигателя внутреннего сгорания как следствие утечки и смешивания рабочих составов. Причиной таких проблем является негерметичность прокладки либо непосредственно ГБЦ.
Если усилие выполнено неграмотно, прокладка головки блока будет укрыта неодинаково: плохо затянутый болт не зафиксирует ее с необходимой мощью, а чересчур натянутый станет значительно дольше и не будет хорошо держать. Головка начнет изменять форму, прогибаться, что впоследствии приведет к утечке прокладки.
В большинстве случаев охлаждающая жидкость направляется в масло. Несоблюдение технологии смазывания становится причиной неисправности вкладышей и шеек коленвала, тогда как нехватка охлаждающей жидкости — к перегреванию и непригодности головки блока цилиндров в будущем.
Порой в воду проходят выхлопные газы, но исход также неблагоприятный.
Где находится прокладка ГБЦ на ВАЗ 2114?
В автомобиле ВАЗ 2114 инжектор с двигателем 8 или 16 клапанов уплотнитель устанавливается в месте соединения ГБЦ с самим блоком. Конструктивно этот элемент состоит из нескольких слоев. Качественное уплотнение обеспечивается благодаря листовой стали, фибре, картону и другим материалам, которые спрессовываются между собой и покрываются одним слоем герметика.
Поврежденная прокладка ГБЦ ВАЗ 2114
В каких случаях выполняется затяжка ГБЦ
Натяжка болтов головки блока цилиндров осуществляется во всех процедурах, включающих монтаж данной запчасти. В большинстве случаев необходима смена прокладки под головку. Починка непосредственно головки, смена поршневых колец и множество иных также требует установки либо снятия головки.
Нормами сервисного обслуживания нередко предусматривается натяжка болтов головки блока цилиндров. Такая операция считается устаревшей, однако используется и сегодня при растягивании болтов, снашивании прокладки либо деформирования непосредственно головки.
Применяемый инструментарий
Производители предлагают различные типы ключей, помогающих лимитировать усилие затягивания резьбовых соединений. Наиболее часто встречаются три типа динамометрических ключей:
- щелчковые (механические);
- стрелочные (аналоговые);
- электронные (цифровые).
Автомобилисты подбирают оптимальные по характеристикам модели. Иной раз, сделать правильный выбор помогают советы знакомых или статьи в интернете.
Щелчковый
Свое название ключ получил благодаря издаваемому специфическому звуку. Такая трещетка является востребованной в небольших автомастерских или у водителей, предпочитающих проводить ремонт самостоятельно.
Позитивными характеристиками являются доступная стоимость и приемлемая погрешность момента в 5%. В интернет-магазинах устройство имеет цену в 2–2,5 тыс. рублей. Популярными моделями являются «Арсенал» и Berger.
Момент затяжки болтов
Отверстие ГБЦ и блока проходит через камеры сгорания и пространства, где находится масляная и охлаждающая жидкости.
- Значимость грамотной затяжки болтов головки блока цилиндров аргументируется потребность изолирования таких рабочих сред.
- Усилие держит головку, на которую оказывает влияние натиск газов и тепловое воздействие.
Сложно устроенный элемент подвергается и непростым изменениям конфигурации, из-за чего изготовителю приходится детально продумывать способы затяжки головки блока цилиндров, где наиболее важными является усилие и алгоритм затяжки.
Затягивание соединений без динамометрического ключа
Когда динамоключа нет и для затяжки используется самодельное приспособление или безмен, нужно высчитывать усилие. Рекомендуемый момент в мануале указан в Ньютонах на метр, а весы выдают значение в килограммах. Важно знать параметр кгс·м, который рассчитывается по формуле:
кгс·м=m/L, где кгс·м – кг силы на метр, m – значение на весах, L – расстояние от центра болта до крепления весов.
1 кгс·м = 9,81 Ньютонов.
Отсюда формула для определения нужного усилия затяжки в кг, если известно это значение в Н:
m = Н · 0,102 · (1 / L),
где:
- m – значение на весах,
- Н – требуемый момент затяжки,
- L – расстояние от центра болта до крепления весов.
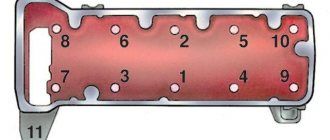
Схема и алгоритм затяжки головки блока цилиндров
План натяжки болтов головки блока цилиндров идентичный для различных видов двигателей внутреннего сгорания, разница будет лишь в максимальном усилии натяжки.
- Прежде чем поместить болт в колодец, нужно обработать резьбу фиксирующей детали масляным составом. Применяют небольшой объем жидкости.
- Затем вкручиваются болты. Сперва фиксирующий компонент ставится в зазор головки и блока цилиндров и натягивается ручным способом.
- Рядом с камерами сгорания расположены два ряда фиксирующих компонентов. Натягивать их начинают от середины, сперва прилагая усилие не больше 1 кгс·м. Центральные болты находятся в ДВС L4 между вторым и третьим цилиндрами, в L6 – на противоположной стороне от третьего цилиндра, в V6 – вблизи с центральной камерой сгорания.
- Потом с идентичным усилием натягивают по 2 винта с левой и правой стороны от центральной части, и в завершении по 2 крайних болта с левой и правой стороны.
Допускается изменения в последовательности натяжки, притягивая после центральных болтов сперва левые и правые винты, находящимся по бокам от центральных, по одному ряду, а затем по второму. Это не станет причиной возникновения неисправностей, если соблюдать подходящее усилие.
После механического ввинчивания болтов используются динамо-ключ и прилагают сперва усилие величиной 3-4 кгс·м, потом 7-8 кгс·м, а в завершении натягивают болты с оптимальным моментом, в соответствии с документацией на транспортное средство.
К примеру, изготовитель ВАЗ 2109 советует для данной марки после натягивания с усилием 7,5-8,5 кгс·м, добавочно провернуть все винты в аналогичном порядке на девяносто, и потом опять на девяносто.
Динамометрический ключ своими руками
Контроль момента затяжки с помощью безмена
Динамометрические ключи, особенно те разновидности, которыми удобно пользоваться, стоят весьма дорого, поэтому многих автомобилистов интересует, как сделать такое устройство из подручных средств с минимальными затратами. Понимая принцип работы динамоключа, можно сделать его из обычного рожкового или накидного ключа, безмена на 20 кг и трубы длиной 0,5 м. Труба должна быть металлической и такого диаметра, чтобы в ней легко помещалась рукоятка ключа. Проделав отверстия в трубе, закрепляют весы под углом 90 градусов к трубе. Изготовленный из указанных деталей динамо-ключ позволяет затягивать болты, гайки с моментом не более 100 Нм. Однако точность этого прибора оставляет желать лучшего.
Руководство по затяжке болтов ГБЦ
Инструкция по починке определенного мотора там, где упоминается о монтаже головки блока цилиндров, должен строго соблюдаться. Включая потребность применения динамо-ключа. Разрешенное от установленного по руководству несоответствие момента не должно быть больше 0,5 кгс·м.
Накидные или рожковые ключи лучше не применять, так как в момент в данной ситуации не поддается контролю. Последовательность также играет огромную роль: в первую очередь необходимо затянуть головку в центральной части, а потом медленно перейти к краевым областям.
Чтобы притянуть винты грамотно, нужно почистить зазоры для фиксации от накопившихся грязевых частиц. В случае безуспешных стараний, можно обработать резьбу болтов масляным составом, однако запрещается выливать жидкость непосредственно в колодец. Такой шаг ведет к повреждению зазора винтов в будущем.
Исходя из вышеупомянутого, самые часто встречающиеся ошибки, которые допускаются во время притягивания винтов такие:
- Перетягивание фиксаторных компонентов;
- Применение использованных или новых несоразмерных крепежей;
- Несоблюдение последовательности натяжки;
- Притягивание винтов неподходящими приспособлениями;
- Проникновение технической жидкости в фиксаторные зазоры.
Распространенные ошибки
Несмотря на то, что автопроизводители четко указывают порядок и нюансы затяжки ГБЦ, многие автолюбители допускают ошибки при сборке мотора. Самыми распространенными из них являются:
- Заливка масла в крепежные отверстия для смазки резьбы (жидкость несжимаема, поэтому залитое масло не даст нормально затянуть головку);
- Перетяжка (превышение усилий при затягивании приводит к повреждениям ГБЦ и самих крепежных элементов);
- Применение поврежденных или несоответствующих ключей (возможен срыв граней головок болтов, после чего нормально затянуть или выкрутить их будет проблематично);
- Использование на замену неподходящих болтов (крепежи с разных двигателей могут отличаться по длине, межвитковому расстоянию резьбы, высотой и диаметром головки);
Чтобы в дальнейшем проблем не возникло, следует использовать только крепежные элементы, предназначенные для конкретного двигателя и полностью соблюдать условия выполнения работ.
Некоторые особенности
Момент натяжки – один из основополагающих факторов хорошей фиксации головки блока. Однако на эту характеристику оказывает влияние не только усилие, а и собственно крепежи:
- Состояние винтов – новые либо использованные;
- Присутствие смазки на резьбовой области;
- Состояние резьбы.
Разновидность мотора и число клапанов на способ натягивания головки блока цилиндров не повлияет.
Общие правила проведения работ
Рекомендуем придерживаться при сборке блока с головкой определенных правил. Внимательно ознакомьтесь с ними:
- необходимо соблюдать установленные автопроизводителем значения, касающиеся момента затяжки и схемы очередности;
- в работе используется исправный динамометрический ключ, а применение обычных накидных, шестигранных или рожковых инструментов не допустимо;
- применяемые метизы обязаны быть в исправном состоянии, нельзя задействовать в работе «съеденные» по диаметру болты или с поврежденными нитками резьбы;
- завинчивать повторно пружинные болты не стоит, так как они снова не обеспечат первоначального усилия и станут пропускать смазку под прокладку;
- категорически запрещено ввинчивать динамометрическим инструментом крепеж типа TTY, который применяется в алюминиевых головках, так как он рассчитан на затягивание по градусам, а не за счет усилия, о чем предупреждает сопровождающая его инструкция;
- применяемые прокладки должны быть рекомендованы производителем и обладать соответствующей сертификацией, а сопровождающие документы содержат в таком случае допустимые нормативы по затягиванию, чтобы подобрать сочетание момента для ДВС и прокладки;
- использовать смазку в глухих отверстиях необходимо с максимальной осторожностью, так как в противном случае при ее переизбытке болт не вкрутится в полной мере.
На величину момента затяжки и необходимые условия оказывает влияние материал, из которого изготовлена ГБЦ. Если для производства головки применялся чугун, то он должен быть прогретым до температуры около 80С. В том случае, когда изделие создано на основании алюминия, то работы проводятся на полностью остывшем моторе.